接下来我将给大家介绍食品工厂常用的消毒剂知识,包括消毒剂的分类,消毒剂的优缺点对比,使用注意事项等。希望能帮助食品工厂进行更好地使用消毒剂,保证食品安全。
一、认识消毒剂
消毒剂,指用于杀灭传播媒介上的微生物使其达到消毒或灭菌要求的制剂。食品工厂使用的消毒剂的种类较多,但作用机理基本上可归纳为以下几个方面:
对细胞壁的作用,可以达到溶菌、破坏聚集和交联的作用;
对细胞膜的作用,可通过氧化磷酸化的解偶联及其他方式抑制或破坏细胞膜的结构和功能;
对病原体内成分的影响,如与胞浆内蛋白质、酶发生不可逆的变性反应,还可与核苷酸发生反应,破坏核糖体的结构和功能。
二、消毒剂的分类
1、按照作用水平来分
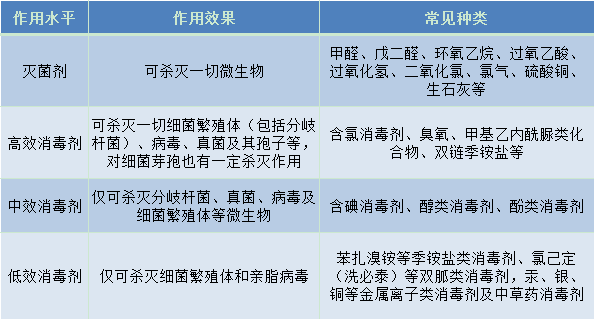
按照作用的水平可分为灭菌剂、高效消毒剂、中效消毒剂、低效消毒剂,如表1所示:
表1 消毒剂的分类(按作用水平)
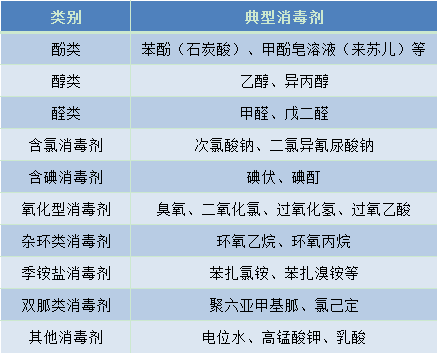
2、按照消毒剂的化学性质来分
表2 消毒剂的分类(按化学性质)
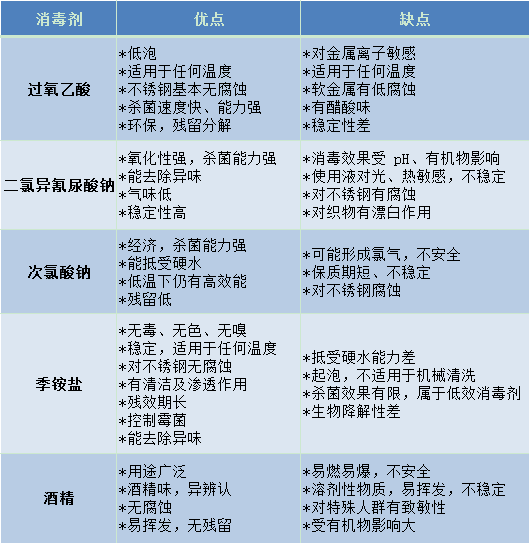
三、常见消毒剂的优缺点对比
表3 消毒剂的优缺点对比
四、常见消毒剂的配制操作规程
1、75%食品级酒精的配制
采用稀释法配制消毒剂,其公式为:CV=C1V1
C:消毒剂浓度 V:需用消毒剂的体积
C1:欲配制消毒剂的浓度 V1:欲配制消毒剂的体积
以我们需要配制10L75%食品用酒精举例:
配制方法:用量筒量取95%食用酒精7890mL倒入配液桶中,加纯化水2110mL,搅拌均匀后用酒精比重计测溶液酒精度,再用95%食用酒精或纯化水补足使酒精度达75%。在容器上贴标签,注明品名、浓度、配制时间、配制人。
2、含氯消毒剂的配制
食品加工企业和餐饮行业在使用含氯消毒剂进行消毒操作时,应配制怎样的浓度呢?以次氯酸钠为例,一般我们工厂使用的次氯酸钠的浓度是很低的,因此都需要从高浓度稀释至使用浓度,根据常规经验,可以选择如下的有效氯浓度(参见HACCP通用教程):
手部消毒:50~100ppm
鞋靴消毒:200~300ppm
工器具、设备的消毒:100~200ppm
车间地面消毒:200~300ppm
以有效氯含量为5%的84消毒液,配制200ppm的次氯酸钠消毒液10L举例:
带入上述配制消毒剂的公式中
5%*V=0.02%*10L
V=40mL
即需要40mL84消毒液原液,加入9960mL水,搅拌均匀即可。也可用测氯试纸辅以验证。
五、使用消毒剂的注意事项
1、消毒前要清洗
清洗是消毒的前奏,如表面未经“清洗”,消毒剂是不能完全发挥作用的,达不到预期消毒效果。
清洗的同时也清除物品表面的部分微生物,减少消毒剂使用量。
2、消毒剂的剂量
消毒剂量是杀灭微生物的基本条件,它包括消毒强度和时间两方面,消毒强度和时间与消毒效果成正比。
如果消毒强度降低至一定程度,即使再延长时间也达不到消毒目的;
如果剂量过大,容易产生残留问题。
所以,使用前应详细阅读产品标签,按照标签说明正确使用。
3、不同消毒方法结合
任何一种消毒剂或消毒方法都有一定的局限性,只有不同的消毒剂相互配合,不同的消毒方法相互结合,才可能圆满解决问题,同时还要考虑其经济性。
如:
车间生产,工艺用水用臭氧消毒;
员工的手用75%乙醇擦拭;
物表、工器具、空间环境等二氧化氯浸泡、熏蒸、喷雾、表面擦拭和冲洗;
车间消毒脚踏池用价格相对便宜的漂白粉。












 鲁公网安备 37060202000128号
鲁公网安备 37060202000128号